国家安监总局2017年第19号文件淘汰落后《定量斗式主井箕斗装载设备》代替的技术装备名称:给煤机式主井箕斗定重装载自动化系统为我公司专利产品
专利名称: ZL 2019 2 0611551.X
一、概述定量斗式主井箕斗定重装载系统是目前我国矿山主立井箕斗装载应用最广泛的一种形式。它是一种静态计量设备,计量精度高,最高精确度可以达到±0.125%,系统最为稳定。在箕斗提升过程中进行定量斗装载,额定吨位装载完毕,等待箕斗到位后经PLC控制自动打开闸门进行对应的箕斗装载。它采取的装载理论为实物校验型,工艺相对复杂,相当于模拟装载过程。
二、安装方式
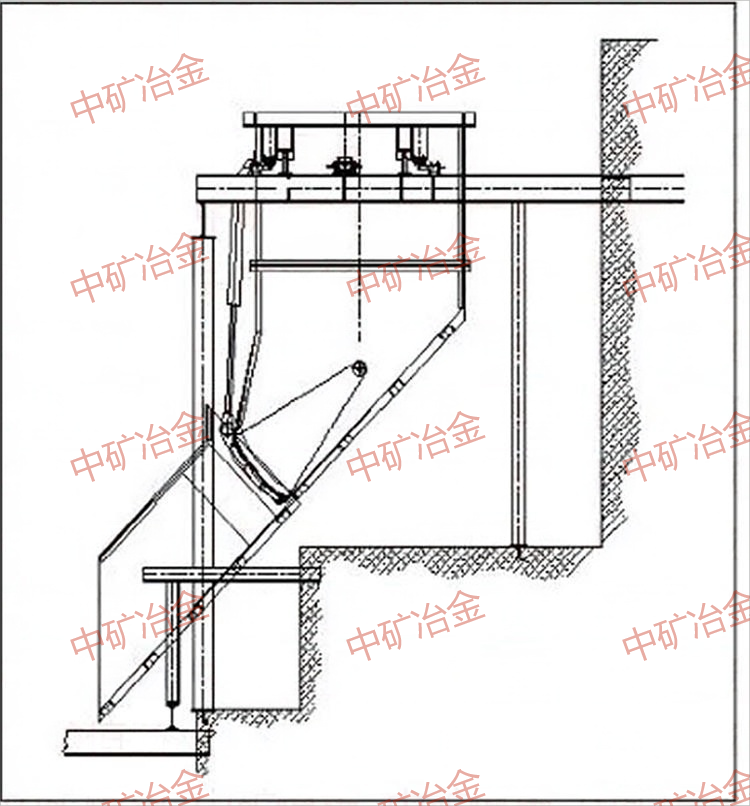
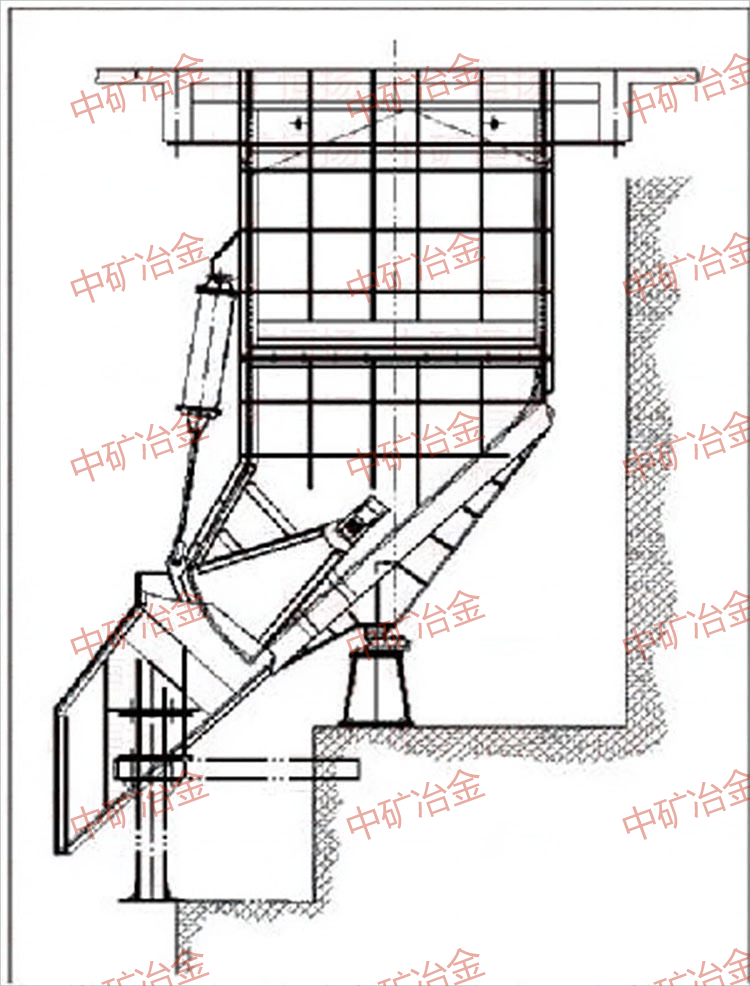
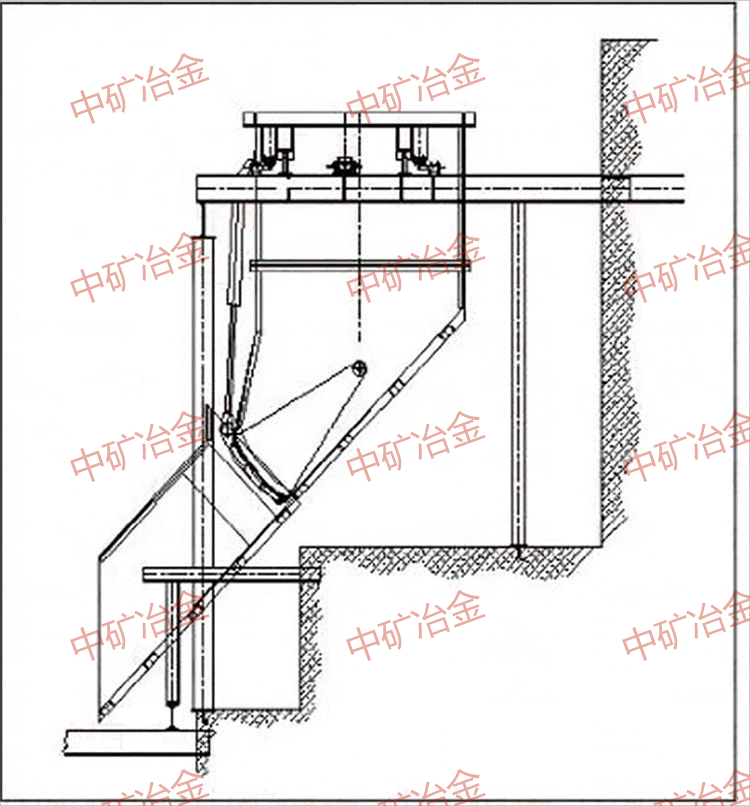
定量斗式主井箕斗定量装载系统中的定量斗的安装方式主要有两种,在吨位小的情况下通常采用底座式安装(如图1),定量斗吨位较大的情况下通常悬臂式安装(如图2)。
底座式安装图1
现场使用照片

悬臂式安装图2
现场使用照片

三、称重传感器技术发展
第一代:压磁式称重传感器
压磁式称重传感器原理是采用铁磁材料的压磁效应进行力的测量:当铁磁材料在受到外力拉、压作用而在内部产生应力时,其导磁率会随应力的大小和方向而变化;受拉力时,沿力作用方向的导磁率增大,而在垂直于作用力的方向上导磁率略有减小;受压力作用时则导磁率的变化正好相反。压磁式力传感器的输出电势比较大,通常不必再放大,只要经过滤波整流后就可直接输出,但对激磁电源的要求非常苛刻。压磁式力传感器可测量很大的力,抗过载能力强,能在恶劣条件下工作。其主要缺点如下:
1、受周围环境磁场影响严重;
2、磁力线容易漂浮不规则,扑捉难度大;
3、频率响应不高(1~10kHz),精度低,测量精度一般在1%左右。
第二代:液压式称重传感器
液压式称重传感器工作原理是在受被测物重力P作用时,液压油的压力增大,增大的程度和重力P成正比。测出压力的增大值,即可确定被测物的重量。液压式称重传感器结构简单而牢固,测量范围大。其主要缺点如下:
1、反应速度滞后,抗安全过载能力低;瞬间力作用大的情况下压力传感器过载,弹性体被打 坏,容易出现漏油现象。
2、液压式压力传感器输出信号为MV,温度对传感器的影响超过温度补偿范围后会有较大的 温飘。
3、输出特性是非线性的,虽采用差分型来改善,但不可能完全消除;因此其精度一般不超 过1/100。
4、液压油受灵敏度温度偏移影响大,主要原因是由温度变化引起的压力传感器灵敏度变 化,温度变化将引起传感器输出曲线的斜率变化。
第三代:矿用数字式称重传感器
数字式称重传感器是模拟式称重传感器与数字电路的有机结合,因此即具有模拟称重传感器的特点又具有数字化技术的优势,是称重传感器的一项大的变革。数字式称重传感器是将电阻应变片粘贴在弹性体上,当弹性体受外力(拉力或压力)作用产生形变时,电阻应变片将该形变转化成电量输出,通过相应的测量仪器检测出这个与外加重量成一定比例关系的电量,从而测出重量。原理图如下:
其主要优点如下:
1、作用力方向上无位移,不存在静平衡问题以及弹性应变中的储能和恢复问题,因而无滞 后,刚性大,线性好,响应快,分辨率高,稳定性好,抗干扰能里强。
2、由于是直接数字输出,没有数模转换问题;结构比较简单,技术成熟,稳定性好,准确度高,测量精度一般在±0.1%。
3、使用寿命长,使用次数达100万次。
4、全封闭设计结构,不受外界环境影响,适用在恶劣环境下工作。
5、数字化技术通过称重显示器实现传感器的非线性、温度性能等参数的自补偿,并将参数存贮在传感器内部的存贮器内,克服了采用模拟量补偿的随机性,消除了人为因素的影响,同时大大提高了传感器的精度和可靠性。
6、数字通讯技术采用是RS485总线技术,实现称重信号的远距离传输,传输距离不小于1200m,增加抗射频电磁场辐射等干扰能力,同时提高了系统的防雷击能力。
7、记忆功能利用数字传感器内的数据存贮和记忆功能,每只数字传感器均具有唯一的身份标记和特征参数,因此具有自适应、自校准和自诊断功能。
8、高输出信号分辨率高,一般为20bit,可用计数高达1000000。
9、由于采用数字双向、多接的串行通讯,使数据采集和数据控制在现场得以实现,只要输入数字式称重传感器的地址、秤量和灵敏度即可自动进行偏载平衡的调整,并可进行无砝码校准。
10、数字式称重传感器与显示器之间的数字信号是通过RS485总线传递,而数字信号的传递是根据通讯协议进行的,由我们公司自行选用特征值(测量信号、测 量速率、专用特性值、标准特性值、特性线性的多项参数、输出格式等)。如要在数字通信中作弊,只有破译这些参数,难度相当大。因此比较模拟称重传感器,数字式称重传感器的防作弊技术是相当完善的。
四、工作原理
定量斗式主井定重装载系统的工作原理是当给煤机上的物料输送进入定量斗,支撑定量斗的四只称重传感器(底座式为1只),将产生与物料重量值成正比的电信号输出,该输出信号进入微处理器控制的称重显示仪表,称重显示仪表将信号进行放大、处理,显示出实际原煤重量数。当定量斗达到额定吨位后,称重显示仪表输出一个脉冲,经PLC处理后给控制上位给煤机的电机一个开关量,给煤机停止给煤。待箕斗到位后原煤通过液压闸门、分煤装置、导料槽设备装载到对应的箕斗内;从而实现了主井箕斗定量装载功能。
为了保证实物检测装置的准确性,该装置可以配有标准砝码,用于自身精度的核准。通常在检测前,通过安装在称重料仓上站码提升机,将标准砝码提起,称重仪表将显示提起砝码的重量。显示值应与砝码值相同,否则将对称重显示仪表进行修正。砝码提升机是通过可编程控制器进行程序控制升降,也可通过操作台进行手动控制升降。
为了提高系统的自动化程度,可选用计算机对称重仪表、可编程控制器进行双向通讯,对其进行管理,使其称重、校准自动进行,该系统还可以通过软件进行远程控制。
五、系统特点
1. 定量斗式主井箕斗定重装载系统可以提升信号及电控系统相连,从而实现主井提升系统的自动化。
2. 采用PLC控制技术,操作控制集中,校准简捷方便。
3. 系统的自检、进产、料量控制可以实现程序自动化。
4. 本系统根据用户需要,并入相关设备联锁接点以便系统安全可靠地运行。
5. 可根据现场环境条件,进行非标定量斗设计,定量斗可为方形、圆形、或者异形。
6. 可选采用整体式砝码用于定重装置的校核,吨位可根据需要设计,砝码的升降采用电动砝码提升机,操作方便。
7. 系统采用全悬浮四点结构,保证定重准确性及稳定性。
8. 可与上位机的联网通讯实现上机对系统的设备启停、仪表的远程调零及其它远方操作。
六、系统主要技术参数
系统综合精度: ±0.25%
有效称量范围: 5~100t
传感器综合精度: 0.02%
称重传感器原理: 电子应变片
称重传感器型号: GZD0.25
称重显示仪精度: 0.01%
标准砝码规格: 1t/只或2t/只(可选)
过载能力: ≤130%F.S
七、机械部分主要技术特点
1、 所提供的设备功能完整,技术先进,环保节能,并能满足人身安全和劳动保护条件。
2、 设备均正确设计和制造,采用先进、可靠的零部件,在所有正常工况下均能安全持续运行,没有过度的应力、振动、温升、磨损、腐蚀、老化等问题。
3、 自动置零、去皮;零位跟踪及累加;称量结果数值显示;过载显示;自动打印;负秤功能。
4、 机电设备等高频电源干扰下能正常工作。
5、 控制系统具有手动控制和程序控制功能。
6、 斗体有足够的机械强度,在允许的过载范围内,斗体无变型或振动摇晃现象,。
7、 全部斗体用钢材进行预处理,去除轧制氧化、锈及异物,焊接表面光滑平整,无气孔夹渣和裂纹等缺陷的存在,主要焊缝进行探伤检查。并提供报告。
8、 定量斗内壁光滑,两侧壁交线与水平夹角应大于等于45°。两壁相交处采用圆弧过渡。料斗侧壁外侧安装振动器,以免结料。
9、 为防止煤尘飞扬,所有法兰联接处均密封,料斗上口设防尘罩密封,并设两个观察孔。
10、 料斗门的开启、闭合操作灵活、准确,其开闭信号能与系统内箕斗、液压翻板、皮带机、给煤机闭锁。
11、 为防止下料及振动等外力作用引起的料斗位移,在料斗支撑框架上设限位装置,限位间隙可调。从而确保外力消失后,料斗自动复位。
12、 定量斗的箱体设计进行有限元分析,采用分节制造,确保下井安全与方便,主要受力部件及各节之间均采用高强度螺栓连接。
13、 定量斗的斗体与分煤溜槽均采用面板和衬板的双层结构。
14、 定量斗分煤溜槽下口均设活动舌板,结构为分体式,做到每一拆分件都可由装载巷道或箕斗乘人间运送到安装位置。
15、 各部件加工完毕在生产车间内进行防腐处理,如遇焊接部分破坏防腐层的进行二次防腐处理。
16、定量斗、分煤翻板、扇形闸门本体与衬板的材质均严格按招标文件内容采购国标原材料。重要受力部件在出厂前进行超声波探伤,确保加工质量,符合招标方的要求。
17、 设备生产图纸必须经设计院、使用单位审核同意后方可生产。



