
一、产品简介
矿用提升信号装置是矿山主副井提升过程中的控制装备,主要涉及到设备运行闭锁及提升打点信号两大部分
1、设备的运行闭锁确保提升过程中每一个设备单元所处的工作状态,根据PLC的指示来决定设备的开启与暂停。
2、打点信号主要是给提升机装置发送指示,由其决定提升机装置在何时提升与下行及提升的速度快与慢。
徐州中矿冶金科技有限公司所研发的矿用提升信号装置最大特点是在确保安全提升的情况下尽可能的减少运行环节,做到安全与精简并行,确保主副井提升的运行安全及运行效率
二、产品标准
Ø 中华人民共和国国家标准GB3836.1-2010;爆炸性气体环境用电气设备第一部分:通用要求
Ø 中华人民共和国国家标准GB3836.2-2010;爆炸性气体环境用电气设备第一部分:隔爆型"d"
Ø 中华人民共和国国家标准GB3836.3-2010;爆炸性气体环境用电气设备第一部分:增安型"e"
Ø 中华人民共和国国家标准GB3836.4-2010;爆炸性气体环境用电气设备第一部分:本质安全型"i"
Ø 徐州中矿冶金科技有限公司企业标准Q/HY009-2014;矿用提升信号装置执行标准
三、设计原则
实用性 — 安装后的系统,将能够在现在和将来适应技术的发展,并且实现对多种设备的 方便操作;
灵活性 — 系统能够满足灵活应用的要求,即任何状态下都可统一控制;
扩充性 — 整个系统是可扩充的,以便将来有更大的发展时,很容易将设备扩充进去;
经济性 — 在满足应用要求的基础,尽可能降低造价。
可靠性 — 系统投入使用后必须具有较高的可靠性。
稳定性 — 系统的稳定性是最重要的,所以系统应该具有较高的抗干扰性能。
后备性 — 系统具有备用信号系统,当主信号检修或出现故障时,可以方便的转换到备用 系统。
先进性 — 更新后的系统应该是目前同行业里代表先进性的产品,至少要保持5-10年不落后,避免频繁改造。
四、系统功能综述
车房未收到开车信号,绞车不能启动;
★ 信号指令之间闭锁功能:即某一信号指令发出后,其它信号指令不能发出,急停信号、停止信号除外;
★ 急停信号与绞车安全回路闭锁功能:按下急停按钮,断开绞车安全回路;
★ 配有简易备用信号装置。★ 装载设备与信号的闭锁保护:即信号系统未发出停止信号时,装载设备无法启动,装载设备未关闭时,无法发出开车信号;
★ 装载设备与箕斗到位的闭锁保护:箕斗不到位,装载设备启动不了;
★ 定重保护:即箕斗装载原料达到设定值时,装载设备自动停止运行;
★ 定时保护:在定重运行过程外设置时间保护,作为定重的双重保护功能;
★ 二次装载保护:即每次箕斗到位后装载设备只能自动启动一次;
★ 急停保护:即当按下急停按钮时,装载系统的所有设备停止运转;
★ 采用可编程控制器控制,连接主井提升机房、井下装载点和井口卸载点各电气设备,实现井上、井下装卸载等的自动控制、信号和通讯联系。
★ 控制系统设有自动、手动、检修三种工作方式的控制。
在自动方式下,整个装卸载过程按工艺要求依次动作;
在手动方式下,操作人员通过按钮可控制各设备动作;
无论是自动还是手动操作,被控设备之间设有严密的闭锁。只有在检修状态时,才能分别对各设备进行单独操作。
★ 停车信号可兼作事故信号,井底井口均可直发至提升机房。
★ 井底、井口与车房闭锁功能:即井底不发开车信号,井口不能向车房发出开车信号;
★ 信号数字显示功能:数字“2、3、4、5”对应车房界面汉字显示为“快上、快下、慢上、慢下、”,数字“0”表示停止(也可以按照客户显示“1”)。
★ 检修指示功能;按检修按纽,全线有检修显示。
★ 急停显示功能;按下急停按纽断开绞车安全回路,全线显示“急停”。
★ 提升勾数的记忆显示功能:根据要求对快、慢车进行记忆,最多可存储65535次。
★ 信号指令的打点报警功能;如信号“2”发出后,有自动的两次打点音响报警。
★ 急停报警功能;按下急停按纽后,有快速、急促、断续的脉冲式音响报警。
★ 联络呼叫功能;
★ 采用远程通讯模块;可以减少井筒中电缆芯数,降低电缆费用。
★ 配有提升机房、井口房和井底的直通电话。
★ 车房和井下现场均有定重累记和定重显示的功能;清零以及相关参数的调整在车房和井下均可以完成。
五、主要技术参数、工作环境
1. 电源电压:AC220V/127V
2. 工作电压:DC15V
3. 工作电流:﹤DC350mA
4. 信号控制距离:≤1500m
5. 分布电容:0.5uf
6. 分布电感:1mH
7. 控制及传输距离:≤1000米
8. 环境温度:-20℃-+40℃
9. 相对湿度: 95% ±3%
10. 海拔高度:-1500m - +2000m
11. 环境气压:80-106Kpa
六、关键元器件介绍
1.日本三菱FX3U系列PLC;(具体品牌也可由客户指定)

Ø 配有多种模块可供选择;
Ø 电源输入范围AC85-265V
Ø 最大可扩充点数256点
Ø 耐压 AV 1500V 1分钟
Ø 抗噪声 噪声电压1000Vp-p
Ø 噪声宽度1us 周期30-130Hz的噪声模拟
2.本安型电源
Ø 输入电压AC127V
Ø 频率47~63Hz
Ø 输出电压/电流DC15V/1A
Ø 输出电压可调整范围±10%
Ø 停电保持时间 Max 20ms
Ø 冷却形式 自然冷却
3.矿用本安型操作台

Ø 不锈钢面板
Ø 防护等级 IP54
Ø 箱体字符 直接腐蚀字体(凹字)
Ø 箱体结构 前、后、上开门
Ø 箱体内安装 机架式安装
Ø 高效、长寿LED模拟显示屏
Ø 长寿命硅胶防尘胶帽
Ø 方便操作的手持送话器
4.车房显示箱

Ø 车房专用箱体
Ø 防护等级 IP54
Ø 箱体结构 前后开门
Ø 箱体内安装 机架式安装
Ø 高效、长寿LED模拟显示屏
Ø 方便操作的手持送话器
Ø 可以带上位工控机监控系统
5.本安型按钮

Ø 德国施耐德品牌
Ø 约定发热电流 ItH10A
Ø 特别防水设计
Ø 触头电阻 硬银触头≤50Mω
Ø 额定绝缘电压Ui 600V AC
Ø 机械寿命 3×106次
Ø 采用长寿命硅橡胶密封胶帽,大大提高按钮的使用寿命
6.继电器

Ø 手动、自动两种工作模式
Ø LED动作显示
Ø 约定发热电流 ItH10A
Ø 触头电阻 硬银触头≤50mΩ
Ø 额定绝缘电压Ui 600V AC
Ø 机械寿命 5×1010次
Ø 电压等级:120V
Ø 德国施耐德原装继电器
7.矿用隔爆兼本安型控制箱
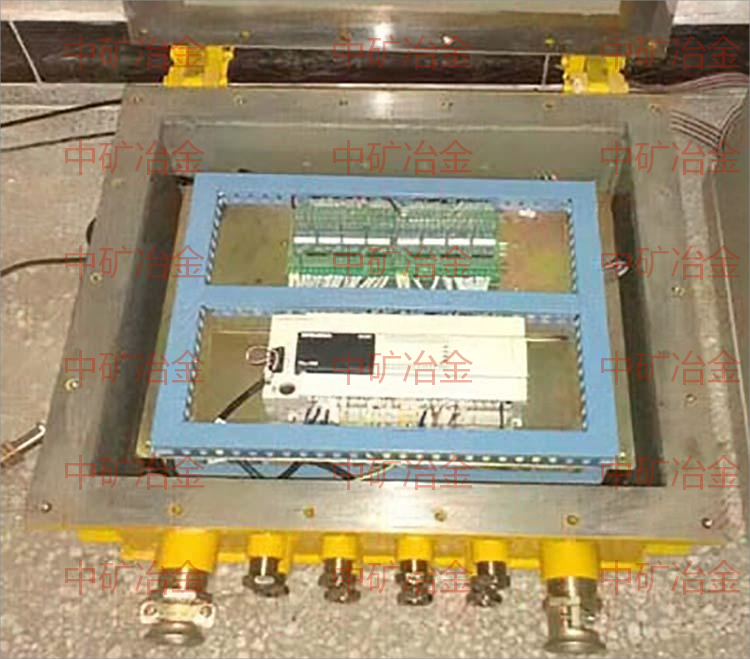
Ø 吊挂式安装,便携式开盖
Ø 隔爆兼本安型设计
Ø 接线、检修方便
Ø 额定绝缘电压Ui 2500V AC
Ø 体化设计,便于维护。
七、定重装卸载电控装置工作原理
· 本电控装置以井下信号为主信号,井下信号工为主信号工,井下信号及装载控制台(以下简称装载台)上有负责转换整个装置提升及装载方式的选择按钮。
· 信号装置和井口卸载部分可分为自动、手动、检修三种方式,由井下信号工循环按动下井口装载台上的提升方式(自动、手动、检修)装换开关来选择,要求井下信号工必须在“信号发出、上井口箕斗到位”之前进行提升方式的选择。曲轨卸载顺序是箕斗进曲轨→箕斗到位→卸载→发提升信号→箕斗出曲轨。曲轨卸载不受时间控制。
· 当提升方式转换到手动状态时,整个装置将采用手动方式发提升信号,具体如下:(以1#箕斗为主)
· 下井口装载完成后,井下信号工可手动按动“信号2”按钮,发出“快上”提升指令。井口2#箕斗卸载完成,装载设备关闭,此时井口信号工手动转发“信号2”按钮,将“快上”指令转向车房,司机开车,1#箕斗向井口运行。
· 曲轨卸载:箕斗进曲轨、箕斗到位后,由箕斗到位传感器发停车信号,自动打开箕斗闸门料卸入井口料仓。当井下信号工将提升方式转换到自动状态时,以上发信号和井口的卸载过程都由PLC内部程序来完成,不需信号工参与发信号,信号工只参与监控,当发现问题时发出停止信号或急停信号。
· 急停按钮为自锁按钮,当有紧急情况时,用手按下急停按钮即可,上、下井口及车房全线都有“急”字显示,车房显示箱内的急停继电器动作切断安全回路,绞车紧急停车,同时伴有连续的急停音响,延时一段时间后,急停音响消失,急停显示保持,直到所发急停部位确认事故处理完后,顺时针旋转急停按钮,使急停按钮复位,这时全线“急”字消失,司机可正常开车。
· 井下信号工可根据井下的具体情况选择合适的装载方式(自动、手动、检修)。
· 检修方式下各设备之间没有闭锁关系,容易发生不应有的事故,所以只适用于检修和现场调试设备用,其它情况不允许使用,点动状态下操作设备,按动一下按钮设备跟着动作一下,手一松设备就跟着停止动作。
· 手动、自动状态下装载装置各设备之间有相互的闭锁关系:
· 装载设备与信号的闭锁保护:即信号系统未发出停止信号时,装载设备无法启动,装载设备未关闭时,无法发出开车信号;
· 装载设备与箕斗到位的闭锁保护:即箕斗不到位,装载设备启动不了,装载设备不停止运行,箕斗提升不了。
· 手动状态下的正确操作顺序为:按下“1#、2#装载设备开”按钮,启动1#、2#装载设备开始给料(动态显示由静止状态变为闪动),当显示屏上现“1#、2#箕斗满载”,装载设备自动停止运行。等到1#箕斗到位后,井口自动发出停止信号,信号显示回“0”,按下“1#装载设备”按钮(动态显示由红色变为绿色),开始向箕斗内装载原料,达到预设吨位时,PLC输出一个开关量到装载设备驱动电机线圈,装载设备自动停止装载;当操作台显示屏上出现“1#装载设备关”LED显示时,即向井口发出提升信号。
· 当井下信号工把装载方式转换到自动状态时,井下信号工按下自动主令按钮,装载开始自动执行。
· 自动装载的顺序是: 1#箕斗到位后,箕斗到位传感器自动发出停车信号,1#装载设备自动开启,装载台显示屏上的装载设备动态显示LED由红色变为绿色(红色为关闭状态)。1#装载设备向箕斗装载原料,等到装载台显示屏上“1#满载”LED显示熄灭(动态显示LED由绿色变为红色),信号1自动发出(提升方式也采用自动方式),关闭1#装载设备。当装载过程中出现特殊情况时,可按下急停按钮,整个装载设备将全部停止工作,待故障处理完后,将装载方式转换到自动方式继续工作。
· 井下信号工应对整个装置进行监护,当装置出现故障后,应及时找电工进行维修后,再继续进行生产;信号装置对传感器进行了监控,当传感器出现短路时,装置对出现故障的传感部位采用闪烁的LED显示,同时对自动、手动执行的程序停止执行。
· 当装置需要单独断电进行维修或调试程序时,要特别注意装置总电源线为端子1#、2#电压为直流127V,其中1#线一般为红色是正电,2#线一般为黑色是负电,与该端子连接的导线不允许与其它端子搭接,否则将损坏PLC内部电路,造成不可修复的故障,该信号电压不允许作为它用;该信号装置的信号电缆内不允许与其它设备共用一条电缆,以免影响信号的正常传输,否则对由此造成的后果由矿方自己负责。
· 当信号装置由于维修需要单独断电造成井上、井下之间的一些显示不能同步时,可以由车房统一切断电源后,再次重新送电,使装置恢复到初始状态
矿用提升信号装置是矿山主副井提升过程中的控制装备,主要涉及到设备运行闭锁及提升打点信号两大部分
1、设备的运行闭锁确保提升过程中每一个设备单元所处的工作状态,根据PLC的指示来决定设备的开启与暂停。
2、打点信号主要是给提升机装置发送指示,由其决定提升机装置在何时提升与下行及提升的速度快与慢。
徐州中矿冶金科技有限公司所研发的矿用提升信号装置最大特点是在确保安全提升的情况下尽可能的减少运行环节,做到安全与精简并行,确保主副井提升的运行安全及运行效率
二、产品标准
Ø 中华人民共和国国家标准GB3836.1-2010;爆炸性气体环境用电气设备第一部分:通用要求
Ø 中华人民共和国国家标准GB3836.2-2010;爆炸性气体环境用电气设备第一部分:隔爆型"d"
Ø 中华人民共和国国家标准GB3836.3-2010;爆炸性气体环境用电气设备第一部分:增安型"e"
Ø 中华人民共和国国家标准GB3836.4-2010;爆炸性气体环境用电气设备第一部分:本质安全型"i"
Ø 徐州中矿冶金科技有限公司企业标准Q/HY009-2014;矿用提升信号装置执行标准
三、设计原则
实用性 — 安装后的系统,将能够在现在和将来适应技术的发展,并且实现对多种设备的 方便操作;
灵活性 — 系统能够满足灵活应用的要求,即任何状态下都可统一控制;
扩充性 — 整个系统是可扩充的,以便将来有更大的发展时,很容易将设备扩充进去;
经济性 — 在满足应用要求的基础,尽可能降低造价。
可靠性 — 系统投入使用后必须具有较高的可靠性。
稳定性 — 系统的稳定性是最重要的,所以系统应该具有较高的抗干扰性能。
后备性 — 系统具有备用信号系统,当主信号检修或出现故障时,可以方便的转换到备用 系统。
先进性 — 更新后的系统应该是目前同行业里代表先进性的产品,至少要保持5-10年不落后,避免频繁改造。
四、系统功能综述
车房未收到开车信号,绞车不能启动;
★ 信号指令之间闭锁功能:即某一信号指令发出后,其它信号指令不能发出,急停信号、停止信号除外;
★ 急停信号与绞车安全回路闭锁功能:按下急停按钮,断开绞车安全回路;
★ 配有简易备用信号装置。★ 装载设备与信号的闭锁保护:即信号系统未发出停止信号时,装载设备无法启动,装载设备未关闭时,无法发出开车信号;
★ 装载设备与箕斗到位的闭锁保护:箕斗不到位,装载设备启动不了;
★ 定重保护:即箕斗装载原料达到设定值时,装载设备自动停止运行;
★ 定时保护:在定重运行过程外设置时间保护,作为定重的双重保护功能;
★ 二次装载保护:即每次箕斗到位后装载设备只能自动启动一次;
★ 急停保护:即当按下急停按钮时,装载系统的所有设备停止运转;
★ 采用可编程控制器控制,连接主井提升机房、井下装载点和井口卸载点各电气设备,实现井上、井下装卸载等的自动控制、信号和通讯联系。
★ 控制系统设有自动、手动、检修三种工作方式的控制。
在自动方式下,整个装卸载过程按工艺要求依次动作;
在手动方式下,操作人员通过按钮可控制各设备动作;
无论是自动还是手动操作,被控设备之间设有严密的闭锁。只有在检修状态时,才能分别对各设备进行单独操作。
★ 停车信号可兼作事故信号,井底井口均可直发至提升机房。
★ 井底、井口与车房闭锁功能:即井底不发开车信号,井口不能向车房发出开车信号;
★ 信号数字显示功能:数字“2、3、4、5”对应车房界面汉字显示为“快上、快下、慢上、慢下、”,数字“0”表示停止(也可以按照客户显示“1”)。
★ 检修指示功能;按检修按纽,全线有检修显示。
★ 急停显示功能;按下急停按纽断开绞车安全回路,全线显示“急停”。
★ 提升勾数的记忆显示功能:根据要求对快、慢车进行记忆,最多可存储65535次。
★ 信号指令的打点报警功能;如信号“2”发出后,有自动的两次打点音响报警。
★ 急停报警功能;按下急停按纽后,有快速、急促、断续的脉冲式音响报警。
★ 联络呼叫功能;
★ 采用远程通讯模块;可以减少井筒中电缆芯数,降低电缆费用。
★ 配有提升机房、井口房和井底的直通电话。
★ 车房和井下现场均有定重累记和定重显示的功能;清零以及相关参数的调整在车房和井下均可以完成。
五、主要技术参数、工作环境
1. 电源电压:AC220V/127V
2. 工作电压:DC15V
3. 工作电流:﹤DC350mA
4. 信号控制距离:≤1500m
5. 分布电容:0.5uf
6. 分布电感:1mH
7. 控制及传输距离:≤1000米
8. 环境温度:-20℃-+40℃
9. 相对湿度: 95% ±3%
10. 海拔高度:-1500m - +2000m
11. 环境气压:80-106Kpa
六、关键元器件介绍
1.日本三菱FX3U系列PLC;(具体品牌也可由客户指定)
Ø 配有多种模块可供选择;
Ø 电源输入范围AC85-265V
Ø 最大可扩充点数256点
Ø 耐压 AV 1500V 1分钟
Ø 抗噪声 噪声电压1000Vp-p
Ø 噪声宽度1us 周期30-130Hz的噪声模拟
2.本安型电源
Ø 输入电压AC127V
Ø 频率47~63Hz
Ø 输出电压/电流DC15V/1A
Ø 输出电压可调整范围±10%
Ø 停电保持时间 Max 20ms
Ø 冷却形式 自然冷却
3.矿用本安型操作台
Ø 不锈钢面板
Ø 防护等级 IP54
Ø 箱体字符 直接腐蚀字体(凹字)
Ø 箱体结构 前、后、上开门
Ø 箱体内安装 机架式安装
Ø 高效、长寿LED模拟显示屏
Ø 长寿命硅胶防尘胶帽
Ø 方便操作的手持送话器
4.车房显示箱
Ø 车房专用箱体
Ø 防护等级 IP54
Ø 箱体结构 前后开门
Ø 箱体内安装 机架式安装
Ø 高效、长寿LED模拟显示屏
Ø 方便操作的手持送话器
Ø 可以带上位工控机监控系统
5.本安型按钮
Ø 德国施耐德品牌
Ø 约定发热电流 ItH10A
Ø 特别防水设计
Ø 触头电阻 硬银触头≤50Mω
Ø 额定绝缘电压Ui 600V AC
Ø 机械寿命 3×106次
Ø 采用长寿命硅橡胶密封胶帽,大大提高按钮的使用寿命
6.继电器
Ø 手动、自动两种工作模式
Ø LED动作显示
Ø 约定发热电流 ItH10A
Ø 触头电阻 硬银触头≤50mΩ
Ø 额定绝缘电压Ui 600V AC
Ø 机械寿命 5×1010次
Ø 电压等级:120V
Ø 德国施耐德原装继电器
7.矿用隔爆兼本安型控制箱
Ø 吊挂式安装,便携式开盖
Ø 隔爆兼本安型设计
Ø 接线、检修方便
Ø 额定绝缘电压Ui 2500V AC
Ø 体化设计,便于维护。
七、定重装卸载电控装置工作原理
· 本电控装置以井下信号为主信号,井下信号工为主信号工,井下信号及装载控制台(以下简称装载台)上有负责转换整个装置提升及装载方式的选择按钮。
· 信号装置和井口卸载部分可分为自动、手动、检修三种方式,由井下信号工循环按动下井口装载台上的提升方式(自动、手动、检修)装换开关来选择,要求井下信号工必须在“信号发出、上井口箕斗到位”之前进行提升方式的选择。曲轨卸载顺序是箕斗进曲轨→箕斗到位→卸载→发提升信号→箕斗出曲轨。曲轨卸载不受时间控制。
· 当提升方式转换到手动状态时,整个装置将采用手动方式发提升信号,具体如下:(以1#箕斗为主)
· 下井口装载完成后,井下信号工可手动按动“信号2”按钮,发出“快上”提升指令。井口2#箕斗卸载完成,装载设备关闭,此时井口信号工手动转发“信号2”按钮,将“快上”指令转向车房,司机开车,1#箕斗向井口运行。
· 曲轨卸载:箕斗进曲轨、箕斗到位后,由箕斗到位传感器发停车信号,自动打开箕斗闸门料卸入井口料仓。当井下信号工将提升方式转换到自动状态时,以上发信号和井口的卸载过程都由PLC内部程序来完成,不需信号工参与发信号,信号工只参与监控,当发现问题时发出停止信号或急停信号。
· 急停按钮为自锁按钮,当有紧急情况时,用手按下急停按钮即可,上、下井口及车房全线都有“急”字显示,车房显示箱内的急停继电器动作切断安全回路,绞车紧急停车,同时伴有连续的急停音响,延时一段时间后,急停音响消失,急停显示保持,直到所发急停部位确认事故处理完后,顺时针旋转急停按钮,使急停按钮复位,这时全线“急”字消失,司机可正常开车。
· 井下信号工可根据井下的具体情况选择合适的装载方式(自动、手动、检修)。
· 检修方式下各设备之间没有闭锁关系,容易发生不应有的事故,所以只适用于检修和现场调试设备用,其它情况不允许使用,点动状态下操作设备,按动一下按钮设备跟着动作一下,手一松设备就跟着停止动作。
· 手动、自动状态下装载装置各设备之间有相互的闭锁关系:
· 装载设备与信号的闭锁保护:即信号系统未发出停止信号时,装载设备无法启动,装载设备未关闭时,无法发出开车信号;
· 装载设备与箕斗到位的闭锁保护:即箕斗不到位,装载设备启动不了,装载设备不停止运行,箕斗提升不了。
· 手动状态下的正确操作顺序为:按下“1#、2#装载设备开”按钮,启动1#、2#装载设备开始给料(动态显示由静止状态变为闪动),当显示屏上现“1#、2#箕斗满载”,装载设备自动停止运行。等到1#箕斗到位后,井口自动发出停止信号,信号显示回“0”,按下“1#装载设备”按钮(动态显示由红色变为绿色),开始向箕斗内装载原料,达到预设吨位时,PLC输出一个开关量到装载设备驱动电机线圈,装载设备自动停止装载;当操作台显示屏上出现“1#装载设备关”LED显示时,即向井口发出提升信号。
· 当井下信号工把装载方式转换到自动状态时,井下信号工按下自动主令按钮,装载开始自动执行。
· 自动装载的顺序是: 1#箕斗到位后,箕斗到位传感器自动发出停车信号,1#装载设备自动开启,装载台显示屏上的装载设备动态显示LED由红色变为绿色(红色为关闭状态)。1#装载设备向箕斗装载原料,等到装载台显示屏上“1#满载”LED显示熄灭(动态显示LED由绿色变为红色),信号1自动发出(提升方式也采用自动方式),关闭1#装载设备。当装载过程中出现特殊情况时,可按下急停按钮,整个装载设备将全部停止工作,待故障处理完后,将装载方式转换到自动方式继续工作。
· 井下信号工应对整个装置进行监护,当装置出现故障后,应及时找电工进行维修后,再继续进行生产;信号装置对传感器进行了监控,当传感器出现短路时,装置对出现故障的传感部位采用闪烁的LED显示,同时对自动、手动执行的程序停止执行。
· 当装置需要单独断电进行维修或调试程序时,要特别注意装置总电源线为端子1#、2#电压为直流127V,其中1#线一般为红色是正电,2#线一般为黑色是负电,与该端子连接的导线不允许与其它端子搭接,否则将损坏PLC内部电路,造成不可修复的故障,该信号电压不允许作为它用;该信号装置的信号电缆内不允许与其它设备共用一条电缆,以免影响信号的正常传输,否则对由此造成的后果由矿方自己负责。
· 当信号装置由于维修需要单独断电造成井上、井下之间的一些显示不能同步时,可以由车房统一切断电源后,再次重新送电,使装置恢复到初始状态



